

April 25, 2019
Big Data Challenges of Industry 4.0
(Zapp2Photo/Shutterstock)
The original Industrial Revolution, which straddled the second half of the 18th century and the first half of the 19th century, transformed the world as mechanized, engine-powered production processes and tools replaced manual methods. For better or worse, the first Industrial Revolution gave rise to the factory system and mass production.
Fast forward two hundred years or so, and 21st-century manufacturers are now being swept up by the fourth industrial revolution—Industry 4.0. Cutting-edge digital technologies are being harnessed to optimize and automate production, including upstream supply-chain processes. The ultimate goal of Industry 4.0 is that always-connected sensors embedded in machines, components, and works-in-progress will transmit real-time data to networked IT systems. These, in turn, apply machine learning and artificial intelligence algorithms to analyze and gain insights from this big data and adjust processes automatically as needed.
The revolution of Industry 4.0 is not the big data itself. Manufacturers have been generating a lot of real-time production and quality data for quite some time now. However, it is not unusual for these lakes of siloed data to “go to waste” due to the lack of platforms that can truly leverage these diverse data sources and extract overarching insights to improve quality, productivity, and so on. In other words, the pain point is not generating and collecting data but being able to effectively extract value from it.
The Biggest Challenge: Extracting Value from Manufacturing Big Data
Industry 4.0 big data comes from many and diverse sources:

Source: The Industrial Internet of Things Volume G1: Reference Architecture, Industrial Internet Consortium
- Product and/or machine design data such as threshold specifications
- Machine-operation data from control systems
- Product- and process-quality data
- Records of manual operations carried out by staff
- Manufacturing execution systems
- Information on manufacturing and operational costs
- Fault-detection and other system-monitoring deployments
- Logistics information including third-party logistics
- Customer information on product usage, feedback, and more
Some of these data sources are structured (such as sensor signals), some are semi-structured (such as records of manual operations), and some are completely unstructured (such as image files). In all cases, however, most of the data is either unused or used only for very specific, tactical purposes. One key factor as to why Industry 4.0 big data is generally not leveraged strategically is poor interoperability across incompatible technologies, systems, and data types; a second key factor is the inability of conventional IT systems to store, manipulate, and govern such huge volumes of diverse data being generated at high velocity.
Thus, what companies require are cutting-edge platforms that can fully leverage the value of manufacturing big data using machine learning, artificial intelligence, and predictive analytics.
The Industry 4.0 Big Data Vision
Manufacturers today seek to achieve true business intelligence through collecting, analyzing, and sharing data across all key functional domains. In this architecture, production systems are not only more efficient but can also respond in a timely manner to changing business needs, including signals from partners and customers.
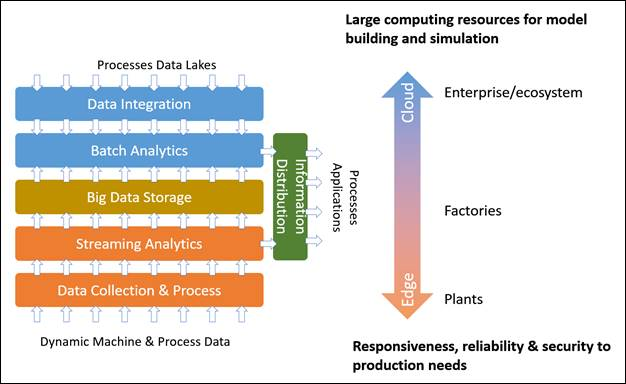
Source:Shi-Wah Lin, IIoT for Smart Manufacturing part 3 – A New Digitalization Architecture, October 16, 2017
The model to the right focuses more specifically on the flow of big data and analytics at the plant and factory levels.
The lower (orange) stacks rapidly and scalably collect, process and analyze streaming data from the production floor. The upper (blue) stacks are for large-scale and intensive batch analytics, most likely implemented in cloud-based Big Data frameworks. Note that the batch analytics stack also takes the stored plant/factory big data as an input. Both the streaming and batch analytics outputs are then distributed as information to optimize manufacturing processes and applications.
Industry 4.0 Big Data Use Cases
In 2016 PwC conducted a global survey on the state of the adoption of Industry 4.0 across a wide range of industry sectors including aerospace, defense and security, automotive, electronics, and industrial manufacturing. On average, the respondents expected that by 2020 Industry 4.0 implementations, including big data analytics, would reduce their production and operation costs by 3.6%, representing a cumulative savings of $421 billion.
What follows are some selected real-life examples of how the Industry 4.0 big data vision can bring measurable value to manufacturers:
- Merging quality and production data to improve production quality: A semiconductor manufacturer began correlating single-chip data captured in the testing phase at the end of the production process with process data collected earlier in the process. The manufacturer could then identify faulty chips early on and greatly improve the quality of the production process.
- Empowered customers: The automotive industry is enthusiastically embracing Industry 4.0 in order to cost-effectively meet consumer expectations for more affordable and digitally connected cars. Among the many use cases of the big data that will be generated by connected cars is the seamless exchange of data with the manufacturer. In addition to improving after-sale service for the individual car-owner, the aggregated information on car performance can be used to improve quality processes and future designs.
- Reduced downtime: Applicable to many industrial sectors, Industry 4.0 big data analytics can uncover patterns that predict machine or process failures before they occur. Machine supervisors will be able to assess process or machine performance in real time and, in many cases, prevent unplanned downtime.
A Final Note
With the rapid spread of IoT and other sensors, the volume and velocity of data are only going to grow—in general, and in the industrial manufacturing sector as well. Just as other sectors have embraced cutting-edge technologies in order to extract value from big data (edge computing, fog computing, cloud computing, and so on), Industry 4.0 is paving the way for widespread big data analytics. The ROI for manufacturers is already compelling in terms of improved operational efficiency, enhanced quality, and faster response times to ever-changing market signals.
Manufacturers today need solutions from providers who are part of the Industry 4.0 revolution and can bring measurable value to their customers across multiple sectors. They need solutions that collect, process, and produce data from many diverse sources and merge this data to provide real-time perspective analytics for 24/7 automated rules and adaptive machine learning. Most importantly, manufacturers need these solutions to integrate seamlessly with existing enterprise systems in order to align production and quality processes with their core business objectives.
About the author: Michael Schuldenfrei is a Technology Fellow at OptimalPlus. Michael joined OptimalPlus in 2006, and brings over 30 years of software and information technology experience. Since joining the company he has served in several leadership roles including Chief Software Architect and CTO. Prior to that he served as Senior Software Architect at SAP, where he led a joint development project with Microsoft. He was also a Software Architect at Microsoft, where he led consulting engagements with the company’s major customers, and VP of R&D at ActionBase, heading up development of the company’s business management enterprise solutions.
Related Items:
Don’t Make These Data Science Mistakes in IoT
It’s Sink or Swim in the IoT’s Ocean of Bigger Data
Sectors:
Manufacturing
Vendors:
OptimalPlus
Leading Solution Providers









Tabor Network
Sponsored Multimedia








Featured Events
-
AI & Big Data Expo North America 2024
 June 5 - June 6Santa Clara CA United States
June 5 - June 6Santa Clara CA United States -
CDAO Canada Public Sector 2024
 June 18 - June 19
June 18 - June 19 -
AI Hardware & Edge AI Summit Europe
 June 18 - June 19London United Kingdom
June 18 - June 19London United Kingdom -
AI Hardware & Edge AI Summit 2024
 September 10 - September 12San Jose CA United States
September 10 - September 12San Jose CA United States -
CDAO Government 2024
 September 18 - September 19Washington DC United States
September 18 - September 19Washington DC United States